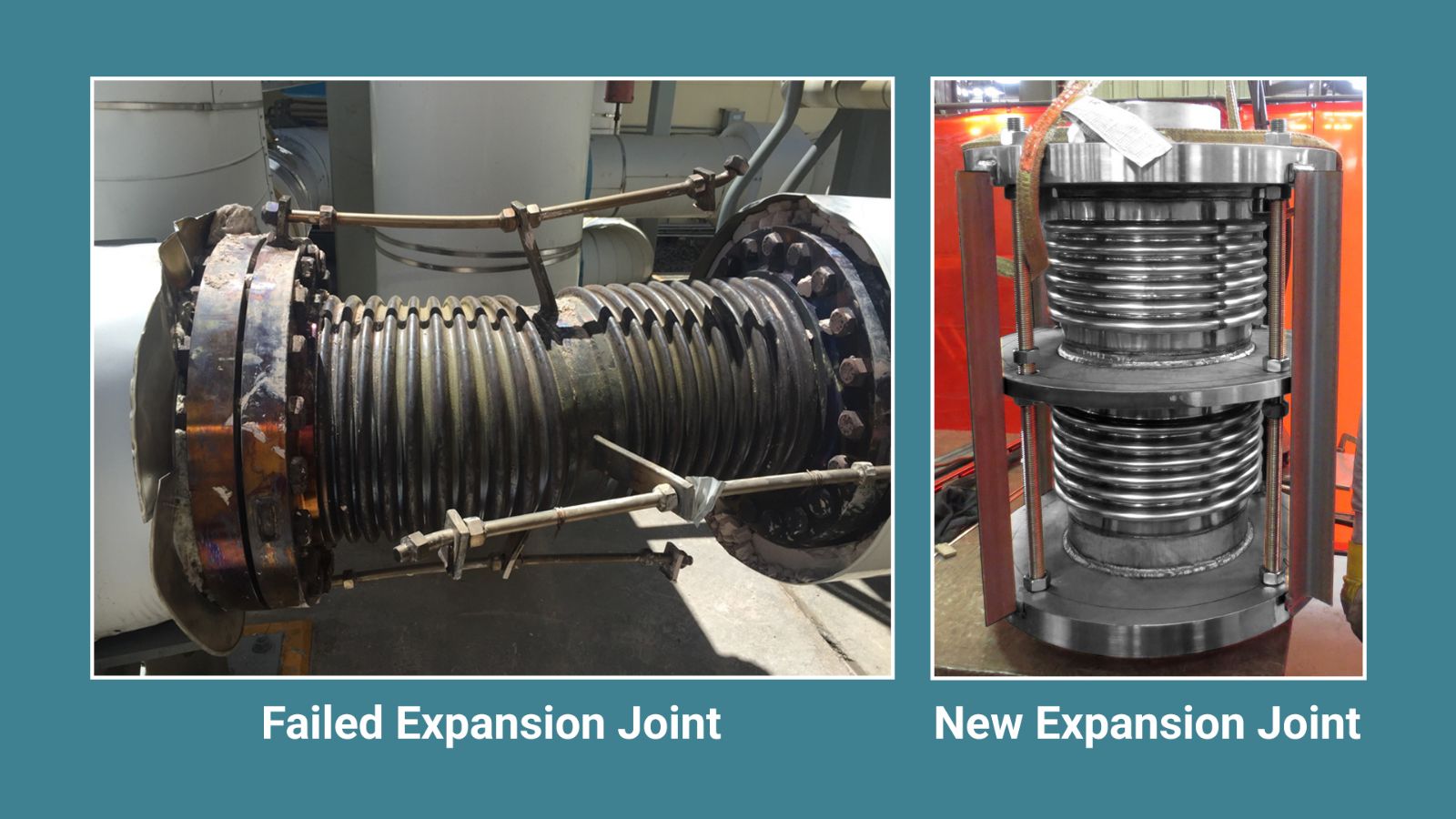
In a complex piping system, the smallest component often carries the heaviest burden. A single expansion joint (or single bellows expansion joint) is a precision-engineered tool designed to absorb axial movement, both compression and extension, caused by thermal changes.
In a complex piping system, the smallest component often carries the heaviest burden. A single expansion joint (or single bellows expansion joint) is a precision-engineered tool designed to absorb axial movement, both compression and extension, caused by thermal changes.
Selecting the wrong expansion joint is a technical error and a safety risk. Follow this five-step checklist to ensure your system remains stable and efficient.
Consider STAMPED during the buying process: Size (diameter), T-Temperature, A-Application (determines need for tie-rods, liners, and other accessories), M-Movement and Materials, P-Pressure, E-Ends (flange/pipe/threaded), and D-Delivery.
Step 1: Calculate Your Movement Requirements
Axial movement is the change in pipe length due to thermal fluctuations. Before purchasing, you should calculate the required movement using the thermal expansion formula:
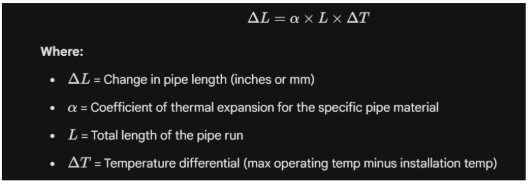
Pro Tip: While it’s tempting to choose a joint with a massive safety buffer, an over-specified axial rating can unnecessarily increase costs. Aim for a balance of safety and economic efficiency.
If you are dealing with a system that has significant lateral movement, a single expansion joint may not be sufficient, and you will need to consider other options, such as universal expansion joints. Angular movements can be acceptable for single expansion joints.
When planning your piping system, calculating the exact amount of axial movement is your first and most critical step. Overestimating or underestimating thermal growth can lead to catastrophic buckling or equipment damage. Wondering what this looks like at scale or the math behind it?
More Resources
Step 2: Define Design Conditions & Media
The bellows must withstand your system’s worst-case scenario.
- Temperature: Ensure the bellows and end fittings are compatible with the maximum system temperature.
- Pressure: The design pressure rating must meet or exceed the maximum operating pressure. Exceeding this limit leads to catastrophic bellows “squirm” or rupture.
- Media Type: Are you moving liquids, gases, or abrasives? If your media contains solids or is highly corrosive, you may need a specialized liner or alloy.
Your system’s media dictates everything from material choice to joint lifespan. Standard water is one thing, but what happens when you introduce specialized coolants, abrasive catalysts, or high-purity medical gases? You must match your bellows material to the exact chemistry and temperature of your fluid to prevent premature degradation.
More Resources
Step 3: Choose Your End Fittings
End fittings determine how the joint integrates into your existing infrastructure:
| Fitting Type |
Best For… |
Key Benefit
|
| Weld Ends |
Permanent installations |
Strong, leak-proof, and maintenance-free |
| Flanges |
Systems requiring frequent service |
Easy installation and removal |
| Threaded Ends |
Small-diameter piping |
Simple, tool-based connection |
While the bellows flex, your end fittings keep everything securely connected. Selecting the right materials for your flanges and liners can make or break your budget and your system’s structural integrity.
More Resources
- Case Study: Single Expansion Joints for a Pipeline in Louisiana
- Read this case study to see strategic material selection in action. See how we engineered the bellows and internal liner from 304L stainless steel for maximum corrosion resistance, while using carbon steel flanges to maintain structural strength and cost efficiency.
Step 4: Don’t Overlook Tie Rods & Control Rods
In high-pressure systems, internal pressure creates pressure thrust: a force that wants to pull the pipe anchors apart.
- Tie Rods: These are essential for containing pressure thrust. Without them, the force can cause the bellows to over-extend and fail.
- Control Rods: These limit the joint’s movement to a specific range, preventing damage from over-compression or over-extension.
The Rule of Thumb: Unless your anchors are specifically designed to handle full pressure thrust, always specify tie rods.
When using single expansion joints to absorb straight-line axial movement, you cannot afford to ignore internal system pressure. Without the right constraining hardware, such as control or tie rods, unmanaged pressure thrust can cause your bellows to overextend or transfer massive forces directly onto your equipment, overloading your anchors and causing catastrophic leaks.
More Resources
- Blog Article: How Expansion Joints Prevent Expensive Delays in Airport Operations
- Discover the high stakes of line pressure thrust in massive utility tunnels. This resource highlights how properly engineering your expansion joints protects expensive pumps, turbines, and anchors from the severe forces of line pressure thrust and thermal stress, ensuring that a pipe doesn’t rupture and shut down critical infrastructure.
Step 5: Select Performance Accessories
To extend the life of your expansion joint, consider these add-ons:
- Internal Liners: These reduce turbulence and protect the bellows from abrasive wear in high-velocity systems.
- External Covers: Also known as shrouds, these protect the delicate bellows from weld spatter, mechanical impact, and environmental debris.
Sometimes a standard expansion joint isn’t enough for extreme environments. Adding the right performance accessories, like active leak detection and thermal insulation, can turn a potential unscheduled shutdown into a safely managed maintenance window, protecting your most valuable assets.
More Resources
- Blog Article: Refinery Reliability: The Critical Role of Expansion Joints in FCCU
- Discover how multi-ply and single testable bellows with active “sniffers” (pressure gauges) provide critical leak detection by monitoring the space between plies. You can also learn how internal refractory linings create “Cold Wall” designs that protect outer shells from abrasive catalysts and extreme temperatures exceeding 1200°F
- Case Study: Hinged Expansion Joints Custom-Designed for a High-Density Polyethylene Production Process
- See how US Bellows customized single expansion joints for a demanding chemical plant process. This case study shows performance accessories in action, highlighting how engineers integrated a 304 stainless steel internal liner to protect the internal bellows, along with carbon steel external covers and hardware, enabling safe operation at 145 psig.
Engineering Excellence with US Bellows
When your infrastructure is on the line, off-the-shelf isn’t always enough. US Bellows combines decades of manufacturing experience with cutting-edge engineering to deliver custom solutions.
With our virtual expansion joint inspections, we use digital data collection to offer faster turnarounds and more consistent records, ensuring your system’s health is documented and protected.
Eliminate the Guesswork in Your Pipe Design
Specifying the wrong expansion joint can lead to costly downtime or catastrophic system failure. Don’t leave your thermal expansion calculations to chance.
Our engineering team is ready to review your system specs and provide a precision-engineered solution that meets your exact pressure and temperature requirements. Request a consultation with a US Bellows engineer.
Single Expansion Joint FAQ
What happens if I install an expansion joint without tie rods?
If the system pressure is high and the anchors are insufficiently reinforced, the thrust from the pressure can cause the expansion joint to extend fully, potentially damaging the bellows or pulling the piping off its supports.
When should I use a stainless steel bellows versus a nickel alloy?
Stainless steel (like 304 or 316) is excellent for general corrosion resistance. However, in high-chloride environments, corrosive environments, or at extreme temperatures (above 1200°F), nickel alloys such as Inconel® or Hastelloy® may be required to prevent stress corrosion cracking.
These are only a couple of considerations, and each application is different and unique. Reach out to US Bellows to discuss your application, and our team of engineers can help you choose the material that best suits your application.
Does insulation affect expansion joint performance?
Yes. If you insulate over an expansion joint, the insulation must be designed to be “removable” or flexible. Rigid insulation can pack into the bellows’ convolutions, preventing bellows movement and causing issues with the equipment or pipe supports.
Read More