U.S. Bellows designed this rectangular expansion joint for a gas turbine facility in California. It was custom designed with one 6″ x 6″ square convolution. The dimensions for unit are 106″ x 72″ x 15″. The bellows was fabricated from 310 stainless steels and the frame from carbon steel. It is designed for an operating temperature from -20°F to +1,000°F at +/- 5″ water column. The unit was 100% dye-penetrant tested prior to shipment.
The necessary steps for installing all expansion joints shall be pre-planned. The installers shall be made aware of these steps as well as the installation instructions furnished by the manufacturer. The most critical phases of the expansion joint installation are as follows.
Care shall be exercised to prevent any damage to the thin bellows section, such as dents, scores, arc strikes and weld spatter.
No movement of the expansion joint (compression, extension, offset, rotation and especially torsion) due to piping misalignment, for example, shall be imposed which has not been anticipated and designed into the movement capability of the expansion joint. If such movements are imposed, they can result in system malfunction, damage to the bellows or other components in the system. Specifically, cycle life can be substantially reduced, forces imposed on adjacent equipment may exceed their design limits, internal sleeve clearances may be adversely affected, and the pressure capacity and stability of the bellows may be reduced.
Any field pre-positioning shall be performed in accordance with specific instructions which include both the direction and magnitude of the movement.
Anchors, guides and pipe supports shall be installed in strict accordance with the piping system drawings. Any field variances from planned installation may affect proper functioning of the expansion joint and must be brought to the attention of a competent design authority for resolution.
The expansion joint, if provided with internal sleeves, shall be installed with the proper orientation with respect to flow direction.
After the anchors or other fixed points are in place and the piping is properly supported and guided, the expansion joint shipping devices should normally be removed in order to allow the expansion joint to compensate for changes in ambient temperature during the remainder of the construction phase.
A toroidal convolution consists of a circular tube (or totus) wrapped around weld ends or pipe ends having a gap at the I.D. to permit axial stroke. A toroidal expansion joint may consist of one convolution, or multiple convolutions. This joint is also known as an Omega bellows expansion joint for it resembles the Greek letter Omega. Most toroidal bellows are hydraulically formed which requires high pressure. Others are free formed, similar to blowing up a balloon. More accurate convolution shapes may be formed into toroidal dye cavities. Since this forming pressure is high, pressure resistance is also high.”U” shaped bellows cause a bending stress due to the pressure load on the convolution side wall. This generally determines the maximum pressure, however the toroid contains only membrane stress thus determining the maximum pressure. Due to the toroidal shape, deflection is limited. With “U” shaped convolutions, more deflection can be achieved but allowable pressures are lower.
Using expansion joints on piping depends upon the configuration of the piping where you will place the expansion joint to absorb thermal expansion or contraction.
The burst test is primarily conducted on bellows. Normally, hydraulic pressure is slowly increased until failure occurs. Based on the burst test results, a safety factor is applied. This establishes the ultimate pressure rating.
The objective of the burst test is to determine the ultimate pressure resistance. This test is primarily conducted on bellows. Normally, hydraulic pressure is slowly increased until failure occurs. Based on the burst test results, a safety factor is applied. This establishes the ultimate pressure rating.
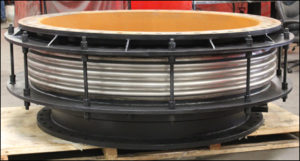
U.S. Bellows, Inc. fabricated this 30″ spent standpipe catalyst metallic expansion joint for a refinery in Montana. The overall installed length of the expansion joint is 89″. The design pressure was 19 PSIG and the design temperature was 1050°F. The expansion joint is fabricated entirely from 321 stainless steel, except for the carbon steel flanges to match the existing nozzle material and drilling. The assembly is lined with abrasion-resistant refractory which prevents erosion of the 321 stainless steel piping. The pantographic linkage, shown in the photo, is designed to distribute the axial compression between the two bellows and support the weight of the center pipe between the bellows.
This expansion joint was pneumatically tested to 55 PSIG. Positive Material Identification was performed on all alloy materials. All of the longitudinal welds were 100% x-ray tested
Clam Shell Bellows for a Shell and Tube Heat Exchanger
U.S. Bellows, Inc fabricated and installed a clamshell bellows for a shell and tube heat exchanger. The clamshell bellows are designed and fabricated per ASME VIII Div. 1 Appendix 26. It has a 14″ diameter and was designed at 150ºF and 150 psig. In order to detect any leaks, prior to and following forming, the heat exchanger and its welds were subjected to a series of tests such as the dye penetrant test (100%), X-ray test (100%) and air test
Three-day Emergency Fabrication of a 40″ I.D., Clamshell Expansion Joint for a Chemical Plant in Texas
Within a three day span, U.S. Bellows, Inc., the expansion joint division of Piping Technology & Products, Inc., fabricated a 40 I.D., single coded, clamshell expansion joint for a chemical plant in Beaumont, Texas. The chemical company utilized U.S. Bellows’ 24 x 7 Quick Turn/Emergency service.
Quality Control Performing Dye Penetrant Test.
After the representative from the chemical plant completed the online form, the U.S Bellows’ on-call team was immediately paged. Three days later the bellow had been successfully fabricated, welded to an A516-70 heat exchanger shell and shipped to the chemical plant to resume operation. The bellow was fabricated from A240 tp 321SS and designed at 50 PSIG and 750oF. In order to detect any leaks in the weld, the bellow’s long seam weld was 100% x-rayed and its attachment weld was 100% dye-penetrant.
U.S. Bellows Responds to Emergency Order for a 48″ Dia. Expansion Joint
The 48″ Dia. Expansion Joint Being Manufactured
U.S. Bellows, Inc., the expansion joint division of Piping Technology & Products, Inc. rushed to an emergency call of an Alaskan petroleum firm. The firm called upon U.S. Bellows’ 24 x 7 Quick-Turn/Emergency service to aid them in the immediate replacement of a defective, 48″ diameter expansion joint when their G417 Pump failed suddenly during the plant startup.
The 48″ Dia. Expansion Joint Ready for Shipment
The timeline of events demonstrates the quick engineering and manufacturing response from U.S Bellows:
07/21/00 (Friday) 5:30 p.m., U.S. Bellows receives an emergency call.
07/22/00 (Saturday) U.S. Bellows/ PT&P builds the 48″ diameter expansion joint and ships it to a location on the same day.
07/23/00 (Sunday) The 48″ diameter expansion joint designed and built by U.S. Bellows/PT&P was installed at a customer’s location.
The customer expressed great appreciation for the extraordinary efforts put forth by the individuals at U.S. Bellows. The on-call engineering and manufacturing team demonstrated its ability and commitment to servicing customers on an emergency basis.
The Expansion Joint Installed in the Field
U.S. Bellows is available on a 24 x 7 basis to fulfill any emergency requirements that might arise in the course of plant shut-downs or start-ups. The company has a system of stock bellows which can be used to assemble and ship different types of expansion joints including universal, elbow pressure balanced, and in-line pressure balanced expansion joints. The U.S. Bellows’ “on-call” engineering and manufacturing team is specifically equipped to handle rush and emergency orders. Using the unique web and Internet-based technology, the company is able to respond to any emergency requirements within 30 minutes of notification.
Metallic expansion joints should be replaced if they are leaking or can simply be replaced on a scheduled maintenance program in order to avoid leaks that may occur in the future.
A toroidal convolution consists of a circular tube (or totus) wrapped around weld ends or pipe ends having a gap at the I.D. to permit axial stroke. A toroidal expansion joint may consist of one convolution or multiple convolutions. This joint is also known as an Omega bellows expansion joint for it resembles the Greek letter Omega. Most toroidal bellows are hydraulically formed which requires high pressure. Others are free formed, similar to blowing up a balloon. More accurate convolution shapes may be formed into toroidal dye cavities. Since this forming pressure is high, pressure resistance is also high. “U” shaped bellows cause a bending stress due to the pressure load on the convolution side wall. This generally determines the maximum pressure, however, the toroid contains only membrane stress thus determining the maximum pressure. Due to the toroidal shape, deflection is limited. With “U” shaped convolutions, more deflection can be achieved but allowable pressures are lower.
The gimbal expansion joint is basically the same as the hinge type, except that instead of being limited to deflection in only one plane, it can accept bending or angulation in any plane. It contains two sets of hinge pins or pivots, the axis of each set perpendicular to the other. Each set of pins is connected to each other with a central gimbal ring, in much the same way that a universal joint on an automobile works.
72″ Double Gimbal and Single Hinged Flanged and Flued Head Expansion Joints